What is Stainless Steel Clad Plate Rolling?
Stainless Steel Clad Plate is a composite material made by bonding stainless steel and carbon steel through advanced metallurgical processes such as hot rolling.
Among all manufacturing methods, rolling is one of the most critical processes because it determines:
- Bonding strength
- Surface quality
- Mechanical performance
- Final product reliability
In this guide, Huaxiao Metal explains:
- Rolling force calculation
- Key influencing parameters
- Common rolling defects
- Practical solutions for industrial applications
👉 If you are sourcing clad plates, feel free to contact Huaxiao Metal for technical consultation and competitive pricing.
Rolling Force Calculation for Stainless Steel Clad Plate
Rolling force is one of the most important parameters in the entire process.
Rolling Force Influencing Factors
| Factor | Impact on Rolling Force | Risk if Improper |
|---|---|---|
| Thickness | Thicker plates require higher force | Poor deformation |
| Temperature | Higher temp → lower resistance | Weak bonding if too low |
| Reduction ratio | Larger reduction → higher force | Cracks or defects |
| Material strength | High-strength materials need more force | Equipment overload |
| Friction | Affects load transfer | Surface damage |
Rolling Force Formula (Simplified)
Rolling force can be approximated as:
Rolling Force = Contact Area × Flow Stress
However, in real production:
- Multi-layer interaction must be considered
- Interface bonding behavior is critical
- Temperature gradients affect deformation
👉 Proper rolling force ensures:
✔ Strong metallurgical bonding
✔ Uniform deformation
Stainless clad plate is a metallurgical combination of base material (carbon steel or low alloy steel) and cladding material (stainless steel) through high-temperature heating and pressure deformation, making it an integral laminated material with special properties. Based on corrosion resistance considerations, wide and thick stainless steel composite panels have broad application prospects in high-end industries such as petrochemical, marine, and nuclear power. Compared with the explosive compounding method and explosive-rolling compounding method, the method of producing stainless clad plate by interlayer vacuum rolling is more suitable for large-scale production.
Scholars from Yanshan University conducted a stress analysis on the vacuum hot rolling deformation process of wide and thick stainless steel composite plates. The hot rolling deformation was divided into two intervals, I and II, and the principal stress method was used to establish the force balance equation for each interval. According to the boundary conditions Calculate the length of each deformation zone and the pressure of each deformation zone with the yield criterion, establish a mathematical model of rolling force calculation, and analyze the influence of rolling process parameters on different stress distributions in the rolling interval of wide and thick stainless clad plates.
Substituting the actual parameters into the rolling model calculation formula, using Matlab programming to obtain the theoretical calculation value, and compare it with the actual measured value. The research results show that the rolling force model can be used to predict the size of the rolling force and meet the engineering requirements. The research of the rolling compound process is helpful to optimize the forming process and predict the product performance, which provides a reference for the future research and development of such materials.
Key Process Parameters Affecting Rolling Quality
1. Temperature Control
Temperature is the most critical parameter.
- Too low → poor plasticity, cracks
- Too high → grain growth, weak structure
👉 Ideal range ensures:
✔ Good bonding
✔ Stable deformation
✔ Reduced defects
2. Reduction Ratio Optimization
| Reduction Level | Effect |
|---|---|
| Too low | Weak bonding |
| Too high | Internal stress & defects |
| Optimal | Strong bonding & stable structure |
👉 Multi-pass rolling is recommended.
3. Rolling Speed
- Too fast → unstable deformation
- Too slow → heat loss & inefficiency
👉 Balanced rolling speed improves:
✔ Productivity
✔ Structural uniformity
4. Surface Condition
Before rolling:
- Oxides must be removed
- Surfaces must be clean
👉 Otherwise:
❌ Weak bonding
❌ Risk of delamination
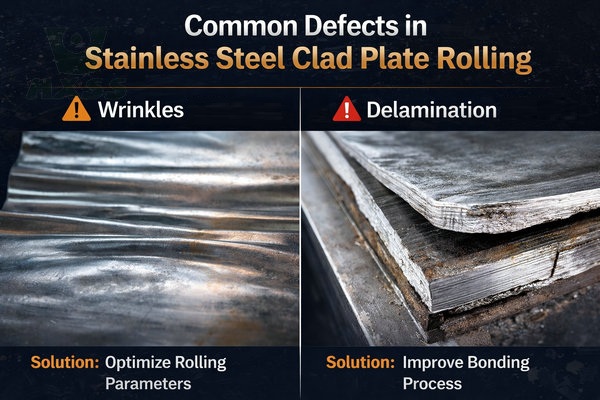
Common Defects in Clad Plate Rolling
1) After the stainless steel raw materials (stainless steel and carbon steel) are transported to the clad plate factory, a blank assembly is required during the production process. The stainless steel is not straightened during the blank assembly process. During the high temperature rolling process, the stainless steel solution flows and causes wrinkles on the surface;
2) In the billet assembly, the edge of the stainless steel and the billet iron bar is too tight, causing the stainless steel to produce a slight bulge in the middle, so that the stainless steel solution flows during the high-temperature rolling process, thereby causing wrinkles;
3) It may be that the carbon steel layer is thin and the heating time in the furnace is too long, causing the temperature to exceed the melting point of the stainless steel layer, resulting in active fluidity of the stainless steel, resulting in wrinkles;
4) The manual polishing of stainless steel is uneven and uneven, resulting in an uneven thickness of stainless steel during rolling in a high-temperature furnace (the middle thickness is thin on both sides), and it spreads to both sides during the rolling process, and the isolating agent will not make it merge with each other. This produces wrinkles.
5) The material of the stainless steel raw material is incorrect, which causes the compression ratio to be inconsistent with the actual production compression ratio.
Note: Why does this fold only exist in the first layer of the stainless steel layer?
- Huaxiao Metal analyzed that because the second layer of stainless steel in the billet was laminated by the first layer, and the upper and lower spaces in the billet were almost intact, it was only enough for the first layer of stainless steel to deform, not enough to leave space for the second layer. Uplift or deformation of the two-layer stainless steel;
- It is also possible that the size of the second layer of stainless steel is exactly the same as the billet, and there is no deformation caused by extrusion.
- Because the second layer of stainless steel does not have a release agent, even if wrinkles are generated, they will be flattened by the roller and merge with each other.
1. Wrinkles
Wrinkles typically occur due to:
- Uneven deformation
- Improper tension
- Incorrect rolling parameters
Impact:
- Surface quality degradation
- Reduced usability
- Customer rejection risk
✔ Prevention:
- Optimize rolling passes
- Improve tension control
- Adjust reduction ratio
2. Delamination
Delamination is the most critical defect in clad plates.
Causes:
- Insufficient rolling force
- Poor surface preparation
- Low bonding strength
Consequences:
- Complete loss of composite structure
- Severe safety issues
- Product failure
✔ Prevention:
- Increase rolling force appropriately
- Ensure clean interface
- Optimize bonding process
- Strict quality control
Rolling Defects vs Causes vs Solutions
| Defect | Main Cause | Solution |
|---|---|---|
| Wrinkles | Uneven deformation | Optimize rolling parameters |
| Delamination | Weak bonding | Improve force & surface treatment |
| Cracks | Excessive reduction | Reduce pass deformation |
| Thickness deviation | Poor control | Improve rolling precision |
Advanced Rolling Technologies
Modern manufacturing of clad plates uses advanced technologies such as:
- Hot rolling bonding
- Vacuum electron beam welding + rolling
- Multi-pass controlled rolling
👉 These ensure:
✔ Strong interface bonding
✔ High consistency
✔ Better mechanical performance
Applications of Rolled Clad Plates
High-quality clad plates are widely used in:
- Oil & Gas industry
- Chemical processing equipment
- Pressure vessels
- Shipbuilding & marine engineering
- Power plants
👉 Especially suitable for environments requiring:
✔ Corrosion resistance
✔ High strength
✔ Cost efficiency
Why Rolling Quality Matters
Poor rolling control can lead to:
❌ Delamination
❌ Structural failure
❌ Reduced lifespan
❌ Project risk
👉 That’s why choosing a reliable supplier is critical.
Why Choose Huaxiao Metal?
Huaxiao Metal is a professional supplier of high-quality Stainless Steel Clad Plate with strict process control.
Our Advantages:
- Advanced rolling & bonding technology
- Strict quality inspection system
- Customized dimensions & specifications
- Stable bonding performance
- Competitive factory pricing
👉 We support global clients in:
- Engineering projects
- Industrial procurement
- OEM supply
Get a Quote for Stainless Steel Clad Plate
If you are looking for:
✔ Reliable stainless steel clad plate supplier
✔ Competitive pricing
✔ Technical support for engineering design
👉 Contact Huaxiao Metal today
We will provide:
- Fast quotation
- Technical consultation
- Customized solutions
FAQ about Stainless Steel Clad Plate Rolling Process
What is rolling in clad plate manufacturing?
Rolling is the process of applying pressure and temperature to bond stainless steel and carbon steel layers together.
Why is rolling force important?
Rolling force determines bonding strength and affects the final mechanical properties of the clad plate.
What causes delamination in clad plates?
Delamination is caused by insufficient rolling force, poor surface preparation, or improper process control.
How can rolling defects be avoided?
By optimizing temperature, rolling force, reduction ratio, and ensuring proper surface preparation.
What industries use clad plates?
They are widely used in oil & gas, chemical, marine, and power industries.