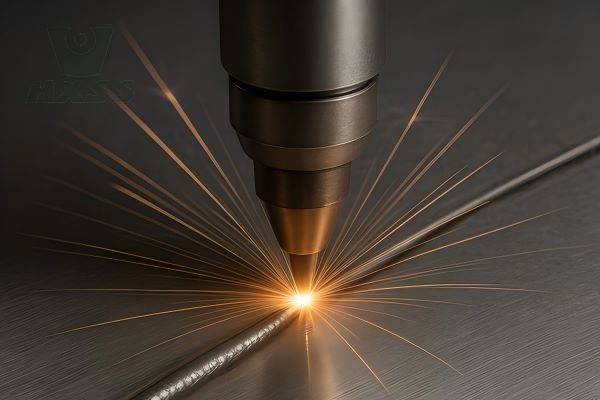
Laser welding mainly refers to a welding method that uses laser energy as a heat source to melt and connect workpieces. In the process of laser welding, the laser irradiates the surface of the material to be welded and affects it. A part of it is reflected, and the rest is absorbed into the material to complete the welding target.
In short, the process of laser welding is to use a high-power laser beam focused by the optical system to irradiate the surface of the material to be welded, and then make full use of the material to absorb light energy for heating and other treatments. Finally, the welding joint is formed by cooling. A kind of melting welding process. Under normal circumstances, laser welding is mainly divided into thermal conductivity welding and deep penetration welding.
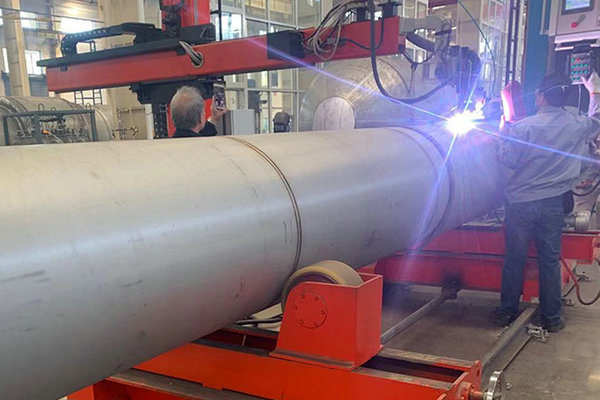
The main factors affecting welding deformation are welding current, pulse width, and frequency. As the welding current increases, the width of the weld seam also increases, and phenomena such as splashes gradually appear, resulting in oxidation and deformation of the weld seam surface, accompanied by roughness; the increase in pulse width increases the strength of the welded joint. When the pulse width reaches a certain level the heat conduction energy consumption on the surface of the material also increases.
The evaporation causes the liquid to splash out of the molten pool, resulting in a smaller cross-sectional area of the solder joint, which affects the strength of the joint; the influence of the welding frequency on the welding deformation of the stainless steel plate is closely related to the thickness of the steel plate.
For example, for a 0.5mm stainless steel plate, when the frequency reaches 2Hz, the overlap rate of the weld is higher; when the frequency reaches 5Hz, the weld is burned seriously, the heat-affected zone is wider, and deformation occurs. It can be seen that it is imperative to strengthen the effective control of welding deformation.